超低排放系统智能化升级:NOx超低排放助手助力实现HSNCR+SCR系统运行后的NOx及NH3超低排放目标
引言
随着国家对大气污染物排放标准的日益严格,高能耗、高排放的重点行业均面临着巨大的环保压力。特别是在氮氧化物(NOx)排放控制方面,传统脱硝技术已难以满足当前日趋严格的排放要求。北方某5000T/D工业窑炉生产线在采用“HSNCR+高温SCR”联合脱硝工艺后,虽然实现了NOx一定程度的减排,但在运行过程中仍存在氨氮比(NSR)偏高、烟囱氨逃逸浓度波动较大、NOx排放值不稳定达标等问题,导致整体脱硝效率和经济性难以达到理想水平。 在此背景下,该企业引入了由智能算法驱动的NOx超低排放助手——NOx超低排放助手(HiDe-NOx系统),通过优化将多喷点HSNCR至高性能精准脱硝模式、SCR至智能精准脱硝策略,成功实现了NOx排放稳定控制在42±5mg/Nm³,氨逃逸控制在1.8~3.9mg/Nm³,并同比减少还原剂用量25.7%。本文将围绕该项目实施背景、技术路径、系统架构、运行成效及未来展望等方面进行详细阐述,为水泥行业实现绿色低碳转型提供可借鉴的经验。
一、项目背景与挑战分析
1.1 行业政策背景
近年来,国家陆续出台《打赢蓝天保卫战三年行动计划》《重点行业挥发性有机物综合治理方案》《水泥工业大气污染物排放标准》等政策法规,明确要求水泥行业NOx排放限值逐步收紧,部分地区甚至要求NOx排放低于50mg/Nm³。这对传统脱硝技术提出了更高要求。 1.2 原有脱硝系统运行现状
该企业原采用HSNCR(多喷点高温选择性非催化还原)+高温SCR(高温高尘选择性催化还原)联合脱硝工艺,在实际运行中暴露出以下问题: 氨氮比(NSR)偏高:SCR段NSR普遍大于1.34,意味着氨喷入量过多,理论氨逃逸远远高于35mg/Nm3,造成资源浪费并增加氨逃逸风险; 烟囱氨逃逸浓度不稳定:检测数据显示氨逃逸浓度在10~20mg/Nm³之间波动,远高于国家标准限值; NOx排放波动大:折氧后的NOx排放值在18~89mg/Nm³之间变化,不稳定达标; 还原剂消耗高:由于缺乏精细化控制手段,氨水或液氨使用量偏大,运营成本居高不下。 这些问题反映出原有控制系统在实时响应、参数调节、模型预测等方面的不足,亟需通过智能化手段进行升级改造。
二、NOx超低排放助手技术原理与功能架构
2.1 HiDe-NOx系统简介
HiDe-NOx系统是一套基于大数据、人工智能、先进过程控制(APC)、数字孪生等技术构建的NOx超低排放智能管理系统。其核心理念是通过对窑炉燃烧状态、脱硝反应过程、排放数据等多维度信息进行实时采集与深度分析,构建动态优化控制模型,从而实现对脱硝系统的全过程智能调控。
2.2 系统组成与工作流程
HiDe-NOx系统主要包括以下几个模块:
(1)数据采集与监控层 实时采集窑尾烟气温度、O₂浓度、NOx浓度、NH₃浓度、喷氨量、SCR入口/出口温度,窑系统流量、稳定、喂料,风机电流、压力、流量等关键参数; 集成在线监测仪表、DCS系统、PLC系统等设备接口; 构建统一的数据平台,实现数据清洗、归一化处理与可视化展示。
(2)智能建模与预测层 基于机器学习算法建立窑炉燃烧状态识别模型、NOx生成预测模型、SCR反应效率模型; 利用LSTM、XGBoost等算法对历史数据进行训练,提升模型预测精度; 结合实时工况数据,预测未来一段时间内的NOx排放趋势。
(3)优化控制与执行层 根据预测结果自动调整HSNCR段氨喷射点分布、喷射时间、喷射频率; 对SCR段进行NSR优化控制,确保氨利用率最大化; 动态调节喷氨量与催化剂活性匹配关系,防止氨逃逸超标; 与现场DCS系统联动,实现闭环自动控制。
(4)人机交互与决策支持层 提供可视化操作界面,展示关键运行指标、报警信息、控制建议; 支持移动端访问,便于管理人员远程查看与干预; 自动生成运行报告、节能评估、故障诊断记录等文档。
三、HiDe-NOx系统在HSNCR段的应用:将传统HSNCR提升至高性能精准脱硝模式
3.1 HSNCR段脱硝特点与难点
HSNCR是一种在高温区(通常为850~1100℃)直接向烟气中喷入氨类还原剂(如氨水、尿素溶液)以还原NOx的技术,简单的说即SNCR的升级版。引起比SNCR配置了更多喷射点,混合更为均匀,还兼备无需催化剂、投资成本低等优点;但缺点是对喷氨时机、喷射位置、温度窗口要求极高,容易造成脱硝效率波动大、氨逃逸高等问题,同时智能化程度远远未达到预期,以及与SCR不同步,是造成单位产品还原剂用量高度的主因之一。
3.2 HiDe-NOx系统的优化策略
针对上述问题,HiDe-NOx系统在HSNCR段主要采取以下措施:
(1)动态喷氨控制模型 建立基于燃烧状态识别的喷氨触发机制,避免盲目喷氨; 根据烟气温度、NOx浓度、O₂含量等参数,自动计算最佳喷氨窗口; 实现喷氨频率与窑内燃烧周期同步,提高反应效率。
(2)多点喷射优化 通过CFD模拟分析烟道流场分布,确定最优喷嘴布置方案; 设置多个喷射点,形成“梯度式”喷氨结构,增强还原剂与烟气混合效果; 减少局部过量喷氨造成的氨逃逸。
(3)反馈自适应调节 利用SCR出口NOx数据反推HSNCR段脱硝效率; 自动调整喷氨量与喷射策略,实现前馈-反馈协同控制; 在线修正模型偏差,提升系统鲁棒性。
四、HiDe-NOx系统在SCR段的应用:将传统SCR提升至智能精准脱硝策略
4.1 SCR段脱硝控制难点 SCR技术依赖催化剂在低温区(通常为280~400℃)完成NOx与NH₃的催化还原反应。其核心控制难点在于:
A、NSR控制难度大,过高会导致氨逃逸,过低则影响脱硝效率;
B、催化剂活性受温度、硫化物、粉尘等影响显著;
C、实际运行中负荷波动频繁,控制滞后明显。
4.2 HiDe-NOx系统的解决方案
(1)NSR智能优化控制
A、构建SCR与HSNCR及SCR与窑系统间通讯机制,将智能控氨模式植入工况参数;
B、建立NSR与脱硝效率、氨逃逸之间的非线性映射关系;
C、引入模糊PID控制算法,动态调节喷氨阀开度;
D、实现NSR控制在1.0~1.2区间,兼顾脱硝效率与氨利用率。
(2)催化剂寿命管理
A、结合催化剂性能衰减模型,预测催化剂更换周期;
B、通过调节空速(SV)与温度分布,延长催化剂使用寿命;
C、自动识别中毒风险区域,及时预警并采取清灰措施。
(3)负荷适应性控制
A、建立SCR段动态响应模型,预测不同负荷下的脱硝能力;
B、根据预热器出口NOx浓度自动调节喷氨量;
C、实现从低负荷到满负荷的全程高效脱硝。
五、项目实施效果与数据分析
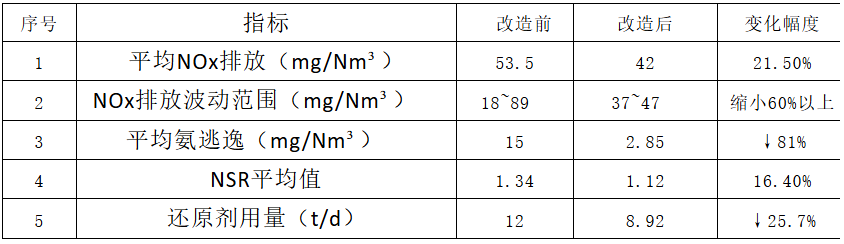
5.1 脱硝效率对比
5.2 经济效益分析
A、年节约还原剂费用:按每吨氨水价格1000元计,日节省3.08吨,年节省约112.4万元;
B、减少环保罚款风险:NOx排放稳定达标,避免因超标被处罚;
C、延长催化剂寿命:预计可延长催化剂更换周期1年以上,年节省更换费用约50万元;
D、提升生产稳定性:脱硝系统运行更平稳,减少人工干预频次,降低运维成本。
5.3 环境效益分析
A、年减少NOx排放量:按日产熟料5000吨、NOx减排11.5mg/Nm³估算,年减排NOx约350吨;
B、减少氨逃逸污染:氨逃逸浓度大幅下降,有效缓解周边大气环境压力;
C、助力碳达峰与碳中和目标:通过节能减排,间接降低单位产品碳足迹。
六、经验总结与推广价值
6.1 成功要素总结
技术融合创新:将AI算法、APC控制、数字孪生等先进技术深度融合,实现脱硝系统全生命周期管理; 数据驱动决策:依托高质量数据采集与建模,支撑精准控制与预测;
系统集成能力强:与现有DCS系统无缝对接,保障改造过程平滑过渡;
持续优化机制:建立模型迭代更新机制,不断提升系统适应性与控制精度。
6.2 推广应用前景
本项目的成功实践为全国水泥企业提供了一个可复制、可推广的脱硝智能化改造样板。尤其适用于以下场景:
已建成HSNCR+SCR联合脱硝系统的水泥企业;
存在NOx排放不稳定、氨逃逸高、运行成本高的问题;
有意愿通过数字化手段提升环保管理水平的企业;
正在规划或拟建设新一代脱硝系统的新建水泥项目。
此外,该系统还可拓展应用于燃煤电厂、垃圾焚烧、玻璃制造等其他工业领域,具有广阔的市场空间与应用前景。
七、未来展望
随着“双碳”战略深入推进,各行业均面临前所未有的绿色转型压力。未来,脱硝技术将朝着更加高效、智能、低碳的方向发展。NOx超低排放助手之HiDe-NOx系统也将持续迭代升级,重点发展方向包括: 构建全流程智能脱硝平台:整合燃烧优化、脱硝控制、余热回收等多个子系统,实现全局能效优化; 引入边缘计算与5G通信:提升数据传输速度与实时响应能力,打造智慧工厂新范式; 探索碳捕集与脱硝协同控制:为未来CCUS(碳捕集利用与封存)技术预留接口; 推动标准体系建设:参与制定智能脱硝系统相关行业标准,引领行业健康发展。
结语
通过HiDe-NOx系统的成功应用,北方某5000T/D工业窑炉实现了从传统脱硝模式向智能精准脱硝模式的跨越,不仅有效解决了NOx排放不稳定、氨逃逸高、运行成本高等难题,还为企业绿色转型注入了新动能。这不仅是技术进步的体现,更是智能制造与可持续发展理念在水泥行业的生动实践。未来,随着更多企业的加入与推广,相信水泥行业必将在高质量发展的道路上迈出更加坚实的步伐。